
Call us now
08045800488
Call us now
08045800488
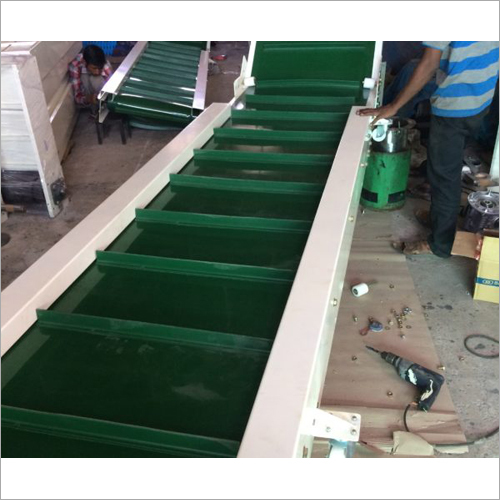
Modular belt conveyors are designed for moving individual items without consideration to the position, orientation, or geometry of the items being moved. These are appropriate for wet applications thanks to the positive driving mechanism, which also makes permeable chains available. Between belt conveyors and chain conveyors, modular belt conveyors represent a medium ground. The conveyor's base frame is built on typical profile supports, and the modular belt is operated by chain sprockets. These help save time by allowing products to be quickly transferred across several floors. Our offerings are advantageous to be able to transfer materials in multiple directions when moving them between opposing ends of a processing plant.
|



